Macam-macam Pengelasan Dengan Menggunakan Las Busur
Pengelasan merupakan proses penyambungan logam dengan cara mencairkan sebagian dari logam induknya baik menggunakan bahan tambah maupun tidak dengan menggunakan bantuan panas. Panas ini dapar berasal dari nyala busur listrik ataupun nyala api.
Untuk panas yang berasal dari nyala busur listrik maka menggunakan las busur listrik. Dalam pengelasan menggunakan las busur listrik terdapat macam-macam pengelasan dengan busur listrik antara lain :
- Las busur dengan menggunakan elektroda berselaput (memiliki fluksi)
- Las busur gas TIG atau Tungsten Inert Gas
- Las busur gas MIG atau Metal Inert Gas
- Las busur rendam atau submerged
1. Pengelasan busur listrik menggunakan elektroda berselaput atau berfluksi

Pengelasan dengan menggunakan las busur listrik dengan elektroda berselaput fluksi banyak digunakan dimasyarakat dikarenakan harganya yang relatif terjangkau dan penggunaannya yang relatif mudah. Panas dari nayala busur listriknya terjadi antara permukaan ujung elektroda dengan bahan yang akan dilas. Selaput fluksi ikut terbakar dan mencair dengan kawat inti elektrodan dan bahan las. Ketika selaput fluksi ini terbakar maka akan menghasilkan gas yang akan melindungi ujung dari elektroda, kawah pada las-lasan, busur listrik dan daerah las-lasan didaerah disekitar nyala busur listrik agar hasil las-lasan terlindungi dari pengaruh udara luar sehingga tidak terjadi proses oksidasi pada hasil las-lasan.
2. Pengelasan busur gas TIG atau Tungsten Inert Gas
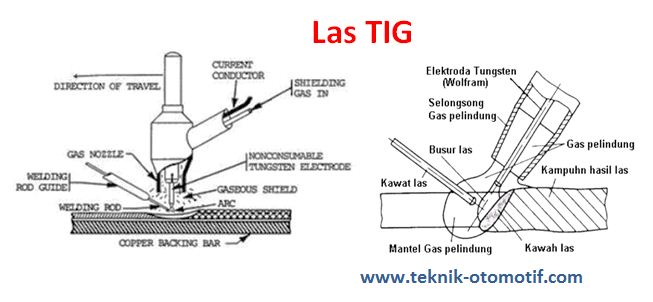
Pengelasan dengan menggunakan las busur gas TIG atau Tungsten Inert Gas menggunakan elektroda dari bahan wolfram dan elektroda wolfram tersebut bukan merupakan bahan tambah. Sebagai bahan tambah digunakan kawat elektroda (elektroda tak berselaput) yang nantinya digerakkan dan didekatkan dengan busur listrik. Nyala busur listrik terjadi diantara ujung elektroda wolfram dengan bahan yang akan dilas. Elektroda wolfram ini tidak akan mencair selama proses pengelasan dikarenakan memiliki titik cair yang tinggi yaitu sekitar 3800 derajat celcius. Pada saat nyala busur terjadi maka nosel keramik akan mengeluarkan gas pelindung untuk melindungi daerah las-lasan. Nosel keramik ini dipasangkan pada tangkai las dan pada tangkai las ini juga pada umumnya dilengkapi dengan pendingin berupa air yang bersirkulasi. Gas pelindung ini berasal dari tabung gas yang disalurkan menggunakan selang dari tabung gas ke nosel.
Gas yang digunakan sebagai gas pelindung adalah :
- Gas CO2 yang digunakan untuk mengelas baja dan baja lunak
- Gas argon atau campuran argon atau helium yang digunakan untuk pengelasan alumunium dan baja yang tahan karat
3. Pengelasan busur gas MIG atau Metal Inert Gas

Pengelasan dengan menggunakan las busur gas MIG atau Metal Inert Gas ini pada umumnya dapat beroperasi atau bekerja secara otomatis atau semi otomatis. Pada las MIG ini digunakan bahan tambah berupa kawat elektroda (elektroda tidak berselaput) yang berbentuk gulungan atau rol. Gerakan kawat elektroda ini diatur dan digerakkan dengan motor listrik. Untuk kecepatan gerakan elektroda ini dapat diatur sesuai dengan kebutuhan.
Pada tangkai las busur gas MIG ini dilengkapi dengan nosel logam yang berfungsi untuk menyemburkan atau mengeluarkan gas pelindung untuk melindungi hasil las-lasan dari pengaruh udara luar agar tidak terjadi proses oksidasi. Gas pelindung ini berasal dari tabung gas yang disalurkan menggunakan selang dari tabung gas ke nosel.
Gas yang digunakan sebagai gas pelindung adalah :
- Gas CO2 yang digunakan untuk mengelas baja dan baja lunak
- Gas argon atau campuran argon atau helium yang digunakan untuk pengelasan alumunium dan baja yang tahan karat
4. Pengelasan busur rendam atau submerged

Pengelasan dengan menggunakan las busur rendam atau submerged dapar beroperasi atau bekerja secara otomatis atau semi otomatis. Untuk melindungi bagian las dari udara luar agar tidak beroksidasi maka pada pengelasan las busur rendam atau submerged ini dilengkapi dengan fluksi berbentuk serbuk. Nyala busur listrik pada las rendam atau submerged ini terjadi pada ujung elektroda dan bahan yang dilas didalam timbunan serbuk fluksi sehingga pada pengelasan rendam atau submerged ini tidak akan timbul sinar las seperti pengelasan lainnya. Karena pengelasan ini tidak menimbulkan sinar las maka operator las tidak memerlukan kaca mata las.
Saat proses pengelasan, serbuk fluksi akan mencair dan membeku yang nantinya akan menutup lapisan las. Serbuk fluksi yang tidak mencair ini dapat digunakan kembali.
Elektroda yang digunakan untuk las rendam atau submerged ini berupa kawat elektroda (elektroda tidak berselaput) berupa gulungan atau rol dan gerakan elektroda ini digerakkan oleh motor listrik. ntuk kecepatan gerakan elektroda ini dapat diatur sesuai dengan kebutuhan.
Belum ada Komentar untuk "Macam-macam Pengelasan Dengan Menggunakan Las Busur"
Posting Komentar